How to Measure a Mechanical Seal: A Step-by-Step Guide
Learning how to measure a mechanical seal correctly can save time, prevent ordering mistakes, and reduce pump downtime. Mechanical seals often look similar, but small differences in shaft diameter, stationary seat size, working length, or mounting design can make two seals completely incompatible.
Therefore, do not select a replacement by appearance alone.
To identify the correct replacement mechanical seal, you should measure the rotating component, stationary seat, shaft or sleeve, installation length, and other critical dimensions. You should also record the seal design, materials, pump model, and operating conditions.
This step-by-step guide explains which tools to use, which dimensions to measure, and how to prepare accurate information for a mechanical seal supplier.
Quick Answer: How Do You Measure a Mechanical Seal?
To measure a mechanical seal, follow these basic steps:
- Remove the complete seal carefully.
- Keep the rotating and stationary parts together.
- Clean the components without damaging the sealing faces.
- Measure the shaft or shaft-sleeve diameter.
- Measure the rotating seal inside diameter.
- Measure the rotating assembly outside diameter.
- Measure the seal free length.
- Confirm the installed working length.
- Measure the stationary seat outside diameter.
- Measure the stationary seat inside diameter and thickness.
- Record the seat mounting style.
- Photograph all parts, markings, and measurements.
Use a digital caliper for most dimensions. However, use a micrometer when you need a more precise shaft or sleeve measurement.
Measure each dimension more than once and record whether it is metric or imperial.
Why Accurate Mechanical Seal Measurements Matter
A mechanical seal normally includes a rotating part and a stationary part. These components form the primary sealing interface around the pump shaft.
However, a complete seal also depends on several other dimensions and components, including:
- Shaft or sleeve diameter
- Rotating seal inside diameter
- Rotating assembly outside diameter
- Seal-face diameter
- Stationary seat outside diameter
- Stationary seat thickness
- Free length
- Installed working length
- O-ring or rubber cup dimensions
- Gland and seal-chamber dimensions
Two seals may share the same shaft size but use different working lengths, seat profiles, face dimensions, or spring arrangements.
For example, a replacement may fit over the shaft but still fail because the stationary seat is too thick. Likewise, the wrong working length may produce too little or too much spring compression.
As a result, accurate measurement is essential for both dimensional fit and reliable operation.
Tools You Need to Measure a Mechanical Seal
Prepare a clean work area before measuring the seal.
Recommended tools include:
- Digital caliper
- Outside micrometer
- Depth gauge
- Steel ruler
- Clean lint-free cloth
- Residue-free cleaner
- Magnifying glass
- Good inspection light
- Camera or smartphone
- Paper measurement form
- Permanent marker for labeling bags
- Small containers for separate parts
A digital caliper can measure most seal dimensions. Nevertheless, a micrometer often provides a more reliable measurement for the shaft or sleeve, especially when the difference between metric and imperial sizes is small.
Do not use only a tape measure or standard ruler. These tools normally do not provide enough precision for mechanical seal identification.
Safety Before Removing and Measuring the Seal
Before you remove the seal:
- Stop the pump.
- Isolate the electrical power.
- Lock out the driver.
- Close the required valves.
- Relieve all pressure.
- Drain or safely contain the liquid.
- Allow hot equipment to cool.
- Follow the site’s chemical-handling procedures.
Never work on a rotating, pressurized, or hot pump.
In addition, wear the appropriate gloves, eye protection, and protective clothing for the pumped liquid.
Understand the Main Mechanical Seal Components
Before taking measurements, identify the main parts of the seal.
Rotating Component
The rotating component fits onto the shaft or shaft sleeve and rotates with it.
Depending on the design, it may include:
- Rotating seal face
- Spring
- Retainer
- Drive collar
- Rubber bellows
- O-ring
- Metal holder
- Set screws
Stationary Seat
The stationary seat fits into the pump casing, gland, or seal housing and remains stationary.
It may use:
- Rubber cup mounting
- O-ring mounting
- L-shaped mounting
- T-shaped mounting
- Pin mounting
- Boot mounting
- Clamped mounting
Secondary Seals
Secondary seals prevent leakage around the shaft and stationary seat.
Common secondary seals include:
- O-rings
- Rubber cups
- Rubber bellows
- PTFE wedges
- Gaskets
Understanding these components helps you determine which surfaces and dimensions to measure.
Step 1: Photograph the Seal Before Disassembly
Take clear photographs before separating or cleaning the components.
Photograph:
- The complete seal assembly
- The seal installed on the shaft
- The stationary seat in its housing
- The front of both seal faces
- The back of the rotating component
- The spring arrangement
- O-rings and rubber parts
- Directional markings
- Manufacturer logos
- Model or material codes
- The pump nameplate
These photographs preserve information that you may lose during cleaning or disassembly.
For example, a faint laser marking may disappear after polishing. Similarly, separating the components may make it difficult to remember their original direction.
Step 2: Keep Every Component Together
Place all removed parts on a clean surface in their original order.
Do not discard:
- Rubber cups
- O-rings
- Washers
- Retaining rings
- Springs
- Drive pins
- Spacers
- Gaskets
- Setting clips
- Small metal holders
A small component may help the supplier distinguish between two similar seal designs.
If you measure several seals at the same time, place each assembly in a separate labeled container.
Step 3: Clean the Mechanical Seal Carefully
Remove loose dirt, grease, and deposits before measuring.
However, do not use aggressive abrasive paper, grinding tools, or polishing compounds on the seal faces.
These methods may:
- Remove identification markings
- Change the component dimensions
- Damage lapped sealing surfaces
- Hide the original wear pattern
- Round sharp reference edges
Instead, use an appropriate cleaner and a lint-free cloth.
If the pumped liquid is hazardous, follow the required decontamination process before handling the seal.
Step 4: Determine Whether the Seal Uses Metric or Imperial Dimensions
Mechanical seals may use metric or imperial sizes.
Common metric shaft sizes may include:
- 12 mm
- 14 mm
- 16 mm
- 18 mm
- 20 mm
- 22 mm
- 25 mm
- 28 mm
- 30 mm
- 35 mm
- 40 mm
Imperial seals may use dimensions such as:
- 1/2 inch
- 5/8 inch
- 3/4 inch
- 7/8 inch
- 1 inch
- 1-1/8 inches
- 1-1/4 inches
Do not round a measured dimension too quickly.
For example, a worn 25 mm shaft may measure slightly below its original nominal size. At the same time, an imperial shaft may appear close to a metric dimension.
Therefore, compare the measurement with the pump information, seal markings, and other component dimensions.
Step 5: Measure the Shaft or Shaft-Sleeve Diameter
The shaft or sleeve diameter is the most important starting measurement.
Use an outside micrometer when possible. Otherwise, use a clean and calibrated digital caliper.
How to measure it
- Clean the shaft or sleeve surface.
- Measure away from deep wear grooves.
- Hold the tool square to the shaft.
- Do not tilt the caliper.
- Measure at several positions around the circumference.
- Measure at more than one axial location.
- Record the smallest and largest readings.
Multiple readings help reveal:
- Shaft wear
- Corrosion
- Ovality
- Taper
- Coating damage
- Measurement error
Do not measure directly over a damaged keyway, deep groove, burr, or heavy deposit.
If the seal is no longer installed, measure the inside diameter of the rotating component and compare it with the shaft measurement.
Step 6: Measure the Rotating Seal Inside Diameter
The rotating seal inside diameter fits over the shaft or sleeve.
Use the inside jaws of a digital caliper.
Measurement procedure
- Remove loose deposits from the bore.
- Open the inside jaws gently.
- Keep the caliper square to the bore.
- Find the widest stable reading.
- Repeat the measurement in several directions.
- Record whether you measured a rigid bore or a flexible rubber component.
A rigid metal or carbon bore normally provides a more reliable reference than a used rubber bellows or O-ring.
Rubber components may swell, shrink, flatten, or deform after operation. Therefore, do not depend on a deformed rubber inside diameter as the only size reference.
Step 7: Measure the Rotating Assembly Outside Diameter
Measure the largest outside diameter of the rotating assembly.
Depending on the design, this may be the outside diameter of:
- The spring
- The metal retainer
- The rubber bellows
- The drive collar
- The rotating face holder
This dimension helps confirm whether the seal can fit inside the seal chamber or gland.
How to measure it
- Identify the widest rigid section.
- Place the outside jaws across the component.
- Keep the caliper perpendicular to the seal axis.
- Apply light pressure only.
- Repeat the measurement at several points.
Do not compress rubber bellows with the caliper. If the widest area is flexible, record both its relaxed dimension and the rigid component dimension.
Step 8: Measure the Rotating Seal Face
The seal face is the precision-lapped ring that contacts the stationary face.
Record:
- Face outside diameter
- Face inside diameter
- Overall face thickness
- Holder outside diameter
- Holder length
Measure carefully and avoid scratching the polished surface.
Place the caliper on the non-lapped edges whenever possible. Do not clamp the measuring jaws tightly across carbon, ceramic, silicon carbide, or tungsten carbide components.
Carbon faces can chip easily, while ceramic and carbide faces may crack if handled incorrectly.
Step 9: Measure the Mechanical Seal Free Length
Free length is the total axial length of the rotating seal when it is not installed or compressed.
The exact reference points depend on the seal design.
For many component seals, measure from:
- The front sealing face
- To the rear of the spring, retainer, bellows, or drive component
How to measure free length
- Place the seal on a flat, clean surface.
- Allow the spring or bellows to return to its relaxed position.
- Identify the front and rear reference surfaces.
- Keep the caliper or depth tool parallel to the seal axis.
- Measure without compressing the spring.
- Repeat the reading.
A used seal may not return to its original free length because of spring fatigue, deposits, rubber deformation, or heat damage.
Therefore, use free length as one identification measurement rather than the only selection criterion.
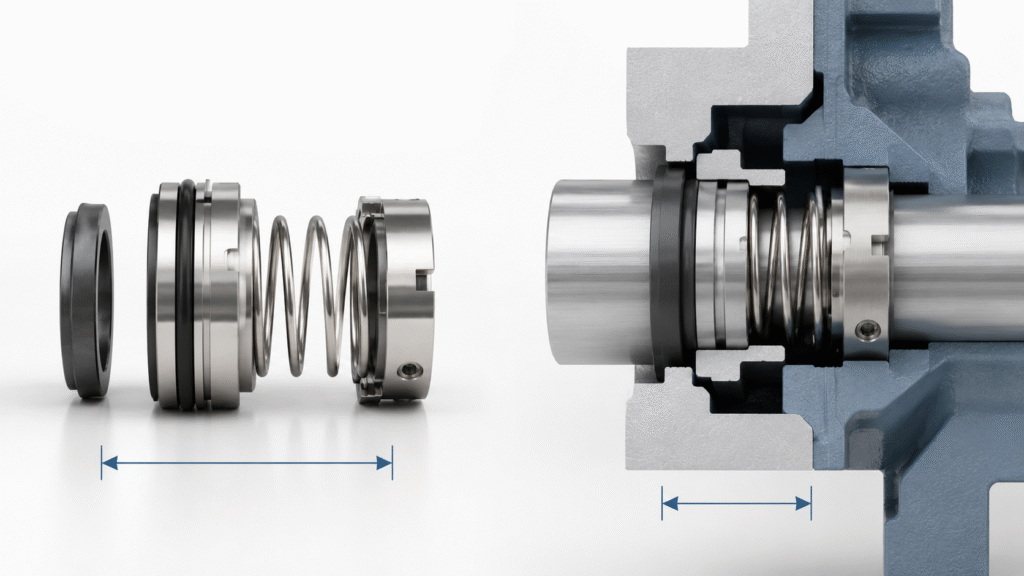
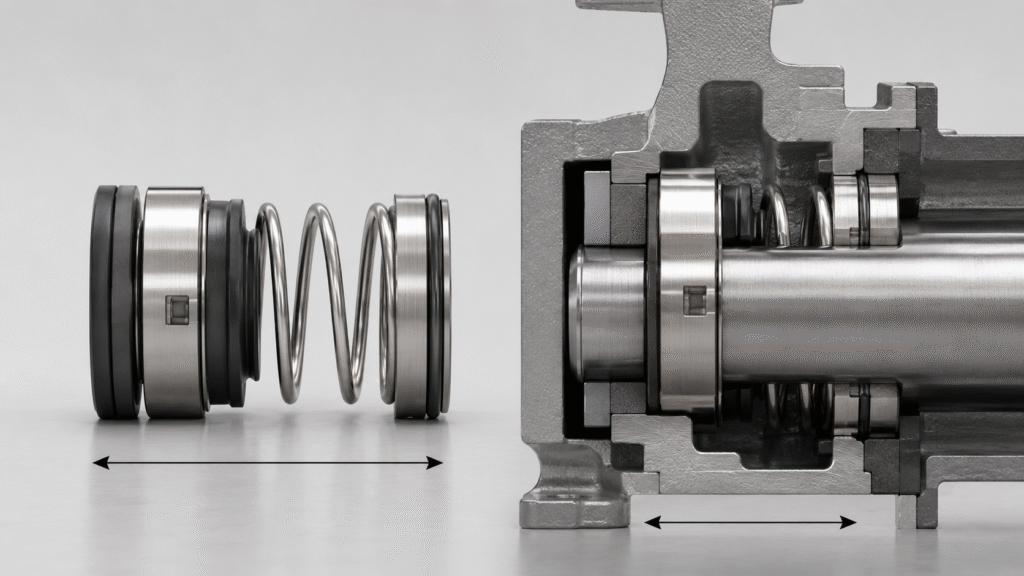
Step 10: Confirm the Installed Working Length
Working length is the axial distance the seal occupies after installation.
It controls the compression of the spring or bellows and directly affects face loading.
Too little compression may reduce the closing force between the faces. In contrast, too much compression may increase friction, heat, and wear.
How to confirm working length
Use the pump drawing, seal drawing, installation manual, or original installation position whenever possible.
You may need to measure:
- From the stationary sealing face to a shaft shoulder
- From the stationary seat to the back of the rotating component
- From the gland face to the drive-collar position
- From a setting mark to a fixed pump reference
- From the impeller shoulder to the installed stationary face
Do not assume that the free length and working length are the same.
In addition, do not estimate the correct spring compression only by looking at the old seal. A failed or previously installed seal may already have changed shape.
Step 11: Measure the Stationary Seat Outside Diameter
The stationary seat outside diameter determines whether the seat fits into the seal housing or gland.
Measure both the rigid seat and any separate rubber cup.
For an O-ring-mounted seat
Measure:
- Rigid seat outside diameter
- O-ring groove diameter, when accessible
- Overall outside diameter with the O-ring removed
- Mounting length
For a rubber-cup-mounted seat
Measure:
- Rigid seat outside diameter
- Rubber cup outside diameter
- Rubber cup length
- Flange outside diameter, when present
Used rubber cups may remain compressed after removal. Therefore, record the rigid seat dimensions as the main reference and photograph the rubber profile.
Step 12: Measure the Stationary Seat Inside Diameter
Use the inside jaws of the digital caliper to measure the central opening.
The seat inside diameter must provide enough clearance around the shaft or sleeve without interfering with rotation.
Measure at several angles and check for:
- Uneven wear
- Chips
- Deposits
- Incorrectly fitted rubber
- Damage from shaft contact
Do not mistake the seal-face inside diameter for the inside diameter of an external rubber cup.
Record both dimensions when they differ.
Step 13: Measure the Stationary Seat Thickness
Measure the total axial thickness of the stationary seat.
Depending on the design, measure from:
- The lapped face to the rear surface
- The front face to the back of the rubber cup
- The lapped face to the rear locating shoulder
Stationary seat thickness is critical because it can change the installed working length.
Two seats may have the same outside diameter but different thicknesses. Consequently, one seat may fit the bore while still producing incorrect spring compression.
Step 14: Identify the Stationary Seat Profile
Dimensions alone may not identify the correct seat.
Record the seat shape, including:
- Straight cylindrical seat
- Stepped seat
- L-shaped seat
- T-shaped seat
- Flanged seat
- Rubber boot seat
- O-ring-mounted seat
- Pin-mounted seat
- Clamped seat
Also record:
- Anti-rotation slots
- Drive pins
- Locating tabs
- Chamfers
- Shoulders
- Rubber lip direction
Take a side-view photograph next to a ruler or caliper.
This image helps the supplier understand the mounting profile and installation depth.
Step 15: Measure Rubber Bellows and Secondary Seals
When the mechanical seal uses a rubber bellows, record:
- Bellows inside diameter
- Bellows outside diameter
- Bellows free length
- Number of folds
- Rear lip shape
- Front attachment method
- Metal insert dimensions
However, remember that used elastomers may no longer match their original dimensions.
Chemical exposure can cause rubber to:
- Swell
- Shrink
- Harden
- Soften
- Crack
- Flatten
- Become permanently stretched
Therefore, combine rubber measurements with rigid component dimensions, photographs, pump information, and material markings.
Step 16: Measure a Cartridge Mechanical Seal
A cartridge seal requires additional measurements because it includes a gland, sleeve, drive collar, and preset seal assembly.
Record:
- Shaft or sleeve diameter
- Cartridge sleeve inside diameter
- Sleeve length
- Gland outside diameter
- Gland register diameter
- Gland thickness
- Bolt quantity
- Bolt-hole diameter
- Bolt-circle diameter
- Maximum bolt span
- Port quantity
- Port position
- Port thread type
- Overall axial length
- Drive-collar outside diameter
- Single or double arrangement
Measure the bolt-circle diameter
For an even bolt pattern, measure the distance between the centers of opposite bolt holes.
If the holes are difficult to access, record:
- Center-to-center distance
- Outside-to-outside distance
- Hole diameter
- Number of holes
Also photograph the gland directly from the front.
Record the ports
Cartridge seals may include connections for:
- Flush
- Quench
- Drain
- Vent
- Cooling
- Buffer fluid
- Barrier fluid
Record the thread type and approximate position of each port. Do not assume that visually similar threads are interchangeable.
Step 17: Record the Mechanical Seal Design
After measuring the dimensions, describe the overall seal design.
Possible descriptions include:
- Single-spring component seal
- Multi-spring component seal
- Rubber bellows seal
- O-ring pusher seal
- Stationary seal
- Rotating seal
- Metal bellows seal
- Single cartridge seal
- Double cartridge seal
- Balanced seal
- Unbalanced seal
- For additional technical reference, review these component seal product and installation guides.
Also record whether the spring or pumping features appear directional.
Some seal designs depend on the correct direction of shaft rotation.
Step 18: Record the Seal Face and Elastomer Materials
Measurement confirms whether the seal fits. However, materials determine whether it can survive the liquid and operating conditions.
Common seal-face materials include:
- Carbon graphite
- Ceramic
- Silicon carbide
- Tungsten carbide
Common elastomer materials include:
- NBR
- EPDM
- FKM
- FFKM
- TFE/P
- PTFE-based secondary seals
Do not identify materials only by color or visual appearance.
Instead, check:
- Manufacturer codes
- Original pump documentation
- Seal packaging
- Purchase records
- Material markings
- Application requirements
Mechanical seal material selection should consider the liquid, chemical concentration, temperature, pressure, speed, solids, cleaning chemicals, and lubrication conditions.
Mechanical Seal Measurement Record
Use a table like this when sending information to a supplier:
| Item | Measurement or Information |
|---|---|
| Pump manufacturer | |
| Pump model | |
| Pump serial number | |
| Shaft or sleeve diameter | |
| Rotating seal inside diameter | |
| Rotating assembly outside diameter | |
| Rotating face outside diameter | |
| Rotating face inside diameter | |
| Rotating face thickness | |
| Seal free length | |
| Installed working length | |
| Stationary seat outside diameter | |
| Stationary seat inside diameter | |
| Stationary seat thickness | |
| Stationary mounting style | |
| Spring arrangement | |
| Seal face materials | |
| Elastomer material | |
| Pumped liquid | |
| Operating temperature | |
| Seal-chamber pressure | |
| Shaft speed | |
| Direction of rotation | |
| Required quantity |
Always include units next to every measurement.
For example, write 25.00 mm rather than only 25.
How to Measure a Damaged Mechanical Seal
A damaged seal can be difficult to measure accurately.
If the carbon face is broken
Reassemble the fragments carefully to estimate:
- Outside diameter
- Inside diameter
- Thickness
- Holder dimensions
Do not depend on the broken carbon alone. Measure the metal holder, stationary seat, shaft, and pump bore as additional references.
If the rubber has swollen
Focus on:
- Rigid seat diameter
- Metal retainer dimensions
- Shaft diameter
- Pump housing bore
- Original part number
- Pump model
A swollen rubber part may produce a misleading measurement.
If the spring is compressed or damaged
Do not use the damaged spring length as the original free length.
Instead, confirm the installed working length from:
- The pump drawing
- Seal manual
- Shaft setting marks
- Drive-collar position
- Original part number
- An unused sample
If the stationary seat is stuck in the housing
Measure:
- Shaft diameter
- Visible seat inside diameter
- Housing bore when accessible
- Installed depth
- Gland dimensions
Then remove the seat with an appropriate tool without striking the sealing surface.
Common Mistakes When Measuring a Mechanical Seal
Measuring Only the Shaft Diameter
Shaft diameter is important, but it does not identify the full seal.
You must also record the stationary seat dimensions, working length, rotating assembly size, and mounting design.
Confusing Free Length with Working Length
Free length describes the relaxed seal.
Working length describes the installed seal position.
Using the wrong value may lead to incorrect spring compression.
Measuring Deformed Rubber as a Rigid Reference
Used rubber can swell or shrink. Therefore, compare it with rigid components and pump dimensions.
Rounding Measurements Too Early
A measured size close to 25 mm does not automatically confirm a 25 mm seal.
Check whether the original size could be imperial and whether the shaft has worn.
Tilting the Caliper
An angled caliper can produce an incorrect diameter or length.
Keep the jaws square to the surface and repeat every measurement.
Applying Too Much Pressure
Excessive pressure can compress rubber or damage carbon and ceramic parts.
Apply only enough force to make stable contact.
Measuring Across Dirt or Corrosion
Deposits can increase the reading, while wear grooves can reduce it.
Clean the component and measure at several positions.
Ignoring the Stationary Seat Profile
Two seats may share the same outside diameter but use different mounting shapes.
Always include side-view photographs.
Forgetting to Record Units
A supplier cannot safely assume whether a number represents millimeters or inches.
Write the unit beside every measurement.
Ordering by Photograph Alone
Photographs are useful, but perspective can distort size.
Combine clear photographs with actual measurements and pump information.
What Information Should You Send to a Mechanical Seal Supplier?
When requesting a quotation or identification, send:
- Pump nameplate photograph
- Pump manufacturer and model
- Complete seal photographs
- Separate rotating and stationary component photographs
- Shaft or sleeve diameter
- Rotating component dimensions
- Stationary seat dimensions
- Free length
- Working length
- Seat mounting profile
- Seal design
- Face materials
- Elastomer materials
- Pumped liquid
- Temperature
- Pressure
- Shaft speed
- Direction of rotation
- Required quantity
Place the caliper display in the photograph when possible. However, also write each measurement separately because glare or camera angle may hide the display.
For pump mechanical seals with unknown part numbers, complete information allows the supplier to compare dimensions, design, materials, and application requirements.
Mechanical Seal Measurement Checklist
Before sending your request, confirm that:
- You photographed the pump nameplate
- You photographed the complete seal
- You kept all seal components
- You measured the shaft or sleeve
- You measured the rotating seal inside diameter
- You measured the rotating assembly outside diameter
- You measured the seal face
- You measured the free length
- You confirmed the working length
- You measured the stationary seat outside diameter
- You measured the stationary seat inside diameter
- You measured the stationary seat thickness
- You recorded the stationary seat profile
- You recorded metric or imperial units
- You checked the seal design
- You recorded the pumped liquid
- You recorded pressure and temperature
- You recorded the required quantity
Frequently Asked Questions
What is the most important mechanical seal measurement?
The shaft or shaft-sleeve diameter is the main starting measurement.
However, it is not enough by itself. You must also measure the stationary seat and confirm the working length.
Can I measure a mechanical seal with a ruler?
A ruler may provide an approximate overall length, but it does not offer enough precision for most seal dimensions.
Use a digital caliper for the seal components and a micrometer for the shaft when possible.
Should I measure the shaft or the inside of the seal?
Measure both whenever possible.
The shaft provides the equipment dimension, while the rotating seal bore helps confirm the original seal size and detect rubber deformation or shaft wear.
What is the difference between free length and working length?
Free length is the relaxed axial length of the seal before installation.
Working length is the axial length after installation and spring compression.
The two measurements are not interchangeable.
How do I measure a rubber bellows mechanical seal?
Measure the shaft size, rotating bore, maximum outside diameter, relaxed overall length, rigid face dimensions, and stationary seat.
Also photograph the number of bellows folds and the rear mounting profile.
How do I measure the stationary seat?
Measure its outside diameter, inside diameter, axial thickness, and mounting profile.
If it uses a rubber cup, measure and photograph both the rigid seat and the rubber cup.
Can I identify a mechanical seal from its dimensions alone?
Sometimes, but dimensions may not confirm the material, spring arrangement, rotation direction, balance design, or pressure capability.
For reliable identification, combine measurements with photographs, pump details, markings, and operating conditions.
Can I measure a used mechanical seal accurately?
Yes, but you must account for wear and deformation.
Measure several points, prioritize rigid components, and compare the results with the shaft, housing, pump model, and original documentation.
How many decimal places should I record?
Record the complete value shown by the measuring instrument rather than rounding immediately.
For example, record 24.96 mm and allow the supplier to determine whether it represents a worn nominal 25 mm component.
Should I replace the rotating and stationary faces together?
In most cases, replace them as a matched set.
Used faces develop wear patterns, and mixing a new face with a damaged or uneven old face may cause leakage.
Conclusion
Knowing how to measure a mechanical seal correctly requires more than checking one diameter.
Start with the shaft or sleeve, and then measure the rotating component, seal face, free length, working length, stationary seat, and mounting profile. In addition, record the seal design, materials, pump model, liquid, temperature, and pressure.
Accurate measurements, clear photographs, and complete application information help prevent ordering errors and make it easier to identify the correct replacement.
For mechanical seal identification or replacement support, contact Hongteng Seals with your pump information, measurement form, and clear photographs. Our team can review the details and help you select a suitable seal for your pump.
